TECHNICAL DESCRIPTION
OF A SWING WITH FOUR SEATS FOR CHILDREN
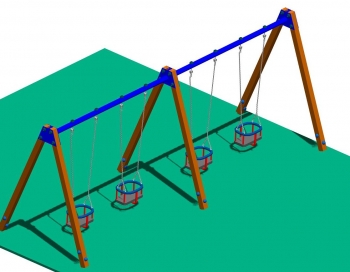
MOD. 0010 - 233 N
The four seat swing 0010-233 N contained by three equilateral triangles, and two horizontal beams. The canted support beams with a cross section of 9X9X220cm. are linked in such a way as to help create an equilateral triangle with a base 177cm. and a side 220cm long. In order to join them, there are used two trapezoid flanges which the one has the horizontal beam of the swing weld in the middle, and screwed all together with four through bolts 5/8Χ250 mm for each triangle. The middle triangle is union with the horizontal beams with the flanges that are steadied on them.
The horizontal beam is a hot rolled metal tube Ø 2,5" cm. and 260cm long are hold in the trapezoid flange at each end. The horizontal beam is fitted with four bearings at specific distances (both between them, and from the canted beams). The bearings are fitted by pairs, leaving a clearance (between the pair) of 55 cm. and, from the extremity of the swing, 48 cm. The intermediate clearance from both pairs is 54 cm.
These dimensions are calculated and it is very important that no difference exist between them. The chain is linked with the bearing by using marine type keys, which secure them in place with safety type nut. The chain is linked with the seat on the other end of the chain, by also using marine type keys.
The safety type seat is made of light aluminium and is coated with soft polyether. It is accompanied with a chain, which is hot galvanized and coated with plastic to allow for better protection of children. The said seat provides the maximum safety, since it is intended for use by infants. They are of delayed-action and they provide high resistance to various chemicals. They are stabilizers against the ultra violet radiation providing antistatic protection.
The canted beams are fitted with the embedding bases dimensioned 9Χ9Χ65 cm. with through bolts 5/8Χ110 mm. Pits are opened up, 60cm in diameter, 60 or 80cm deep, depending on the ground in which the swing is to be installed and the bases are fitted inside. The dimensions for opening up the pits are shown precisely in the Installation drawing.
We fill up the embedding pit with concrete up to 40cm. and the remainder with the soil that we removed when excavating the pit. The swing is ready to be used within 48 hours. In order to avoid its use before the 48 hours we may not install the seats.
A significant detail of the embedding process is that the pieces of wood for the structure must be at least 5cm above the ground, so they are not corroded from the humidity of the ground. Only the embedding bases are embedded into the ground. On top of them there is the Ground Embedding Line. It is a line underneath of which no soil, with which we filled up the embedding pit, must be removed.
The correct operation of the swing calls for a safety area 750Χ600cm. No lift truck is required for the installation of the swing. It is noted that the optimum position and location of the swing is the north-western one, which also allows it to be most easily used. When located at such a position, the users are not suffering any glare from the sun.
TIMBER
The wood which is used for the equipments is a composite non-stick wood of pine tree, Swedish type, in conformity with ΕΝ 351. It is made with a special union (welding of woods) at various cross sections, depending on the use it is intended for.
The COMPOSITE WOOD is by 40% more powerful than the wholesome wood. Its strength is 360 kp/m2 and its special weight is around 480 kg/m3.
It contains approximately 15% humidity
It contains minimum juices (resin) as compared with the other trees of the family of pine tree of the other countries (weather conditions in the Northern Sweden up to -25 ο )
Its thermal conductivity is s=0,10 Kcal/Mho and its sound insulation is 3.5 times higher than that of the concrete or brickwork of equal thickness.
It has anti-magnetic qualities and it is non-conductor of the electric current.
It is resistant to fire and it ranks in the classes of F30 and F60 (as per DIN 4120) depending on its cross section.
When the outer part of the cross section is burned, the inner part is protected and retains its strength.
It can be processed in the same way as the wood which is sold in the market.
It maintains its form and is hard to deform or to crack.
The annual rings of the wood are usually vertical to their big side with a significant increase of the mechanical strength of this surface, should it be applied on floors.
All the angles (edges) of woods are shaved in the radial sense 5 mm. at least.
PLASTIC ELEMENTS
The plastic elements that are required for the manufacture of equipment are highly resistant to the ultra violet radiation and in unfavourable weather conditions. The preferred materials are those which can be recycled such as the polyethylene (ΡΕ) or the polypropylene (ΡΡ). In particular, all the bolts, which stand out of the equipment by more than 5 mm, are covered with plastic plugs of propylene (ΡΡ). Also, they are harmless for the safety and the health of the children.
METAL ELEMENTS
The metal elements that are used for the manufacture of equipment (screws, contacts etc) are manufactured from thermo-galvanised steel (with zinc), electro-galvanised, in which the surface has been previously prepared with sandblast or stainless (stainless steel). The dimensions and the cross sections of the metallic elements are sufficient to accommodate (with the suitable safety coefficient) the loads for which they have been studied to resist corrosion and adverse weather conditions.
PAINTS
The varnishes and the paints with which the wooden parts are protected, have been specifically studied for the climatic conditions of our country (temperature changes, open or closed spaces etc), are entirely harmless for the users (they contain no lead, chrome or cadmium or any other heavy metals) and they give a high resistance in our structures.
EMBEDDING
The embedding of the equipments calls for the following procedure:
At this point in which the pillar is to be fitted, a pit is opened up in the form of truncated cone, 80cm deep approximately, and 60cm in diameter. Afterwards, after the pillar is fitted inside it, the pit is filled up with concrete until it reaches 20cm. from the level of the ground, where it is covered with the ground.
Only the embedding irons are embedded in the ground, which keep down every pillar at a distance of at least 10 cm. from the ground, in order to prevent the corrosion of the wood due the humidity of the ground.
All the procedures of the production works for processing the raw materials are carried out in conformity with
The standards ΕΝ 1176 1-6,
the system of quality ISO 9001 : 2000
and system of environmental management ISO 14001 : 2004